When you are working with engineering plastics, choosing between Polyamide (PA, Nylon) and Polycarbonate (PC) is not simply a matter of strength or impact resistance. Each material has a fundamentally different material nature, which often leads to different selection logic from the beginning.
PA is a semi-crystalline engineering plastic, while PC is an amorphous engineering plastic. This difference affects not only mechanical behavior, but also processing, dimensional stability, chemical resistance, and long-term performance.
In many cases, engineers do not choose between PA and PC only by comparing strength data. They first evaluate whether the application is better suited to a crystalline material system or an amorphous transparent material system.
If you are still evaluating material selection strategies, you can explore a more structured approach in our guide on how to choose the right engineering plastics.
What is PA (Polyamide)?
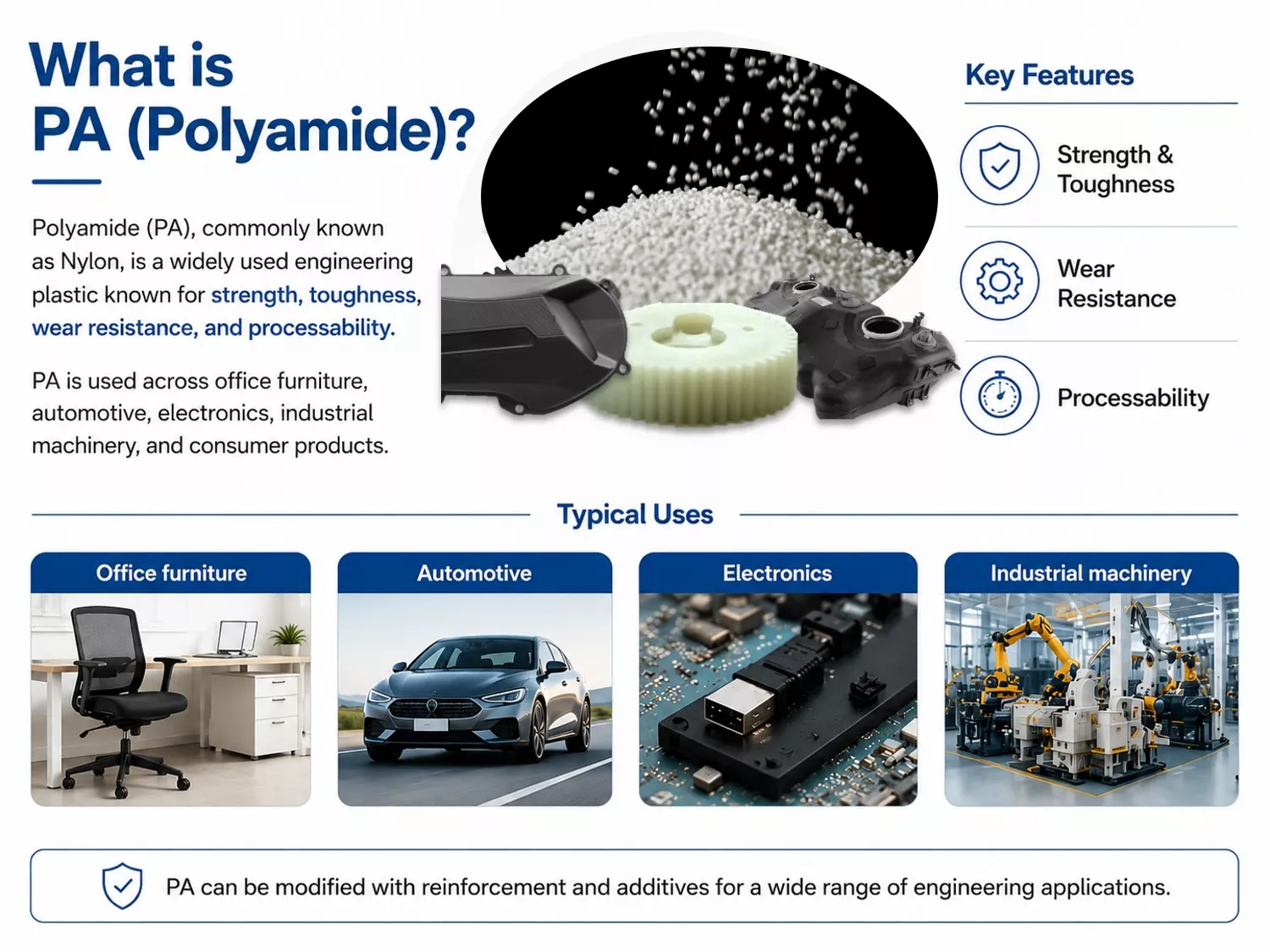
Polyamide (PA), commonly known as Nylon, is one of the most widely used engineering plastics due to its excellent balance of strength, toughness, wear resistance, and processability. Originally developed as a lightweight alternative to metal, PA has become a key material in industries ranging from office furniture, automotive and electronics to industrial machinery and consumer products.
One of the reasons for its popularity is its versatility. Different types of nylon are available to meet specific performance requirements. For example, PA6 is often chosen for its processability and cost-effectiveness, while PA66 offers higher strength and heat resistance for more demanding applications. Other grades, such as PA12, are designed to provide lower moisture absorption and improved dimensional stability in humid environments.
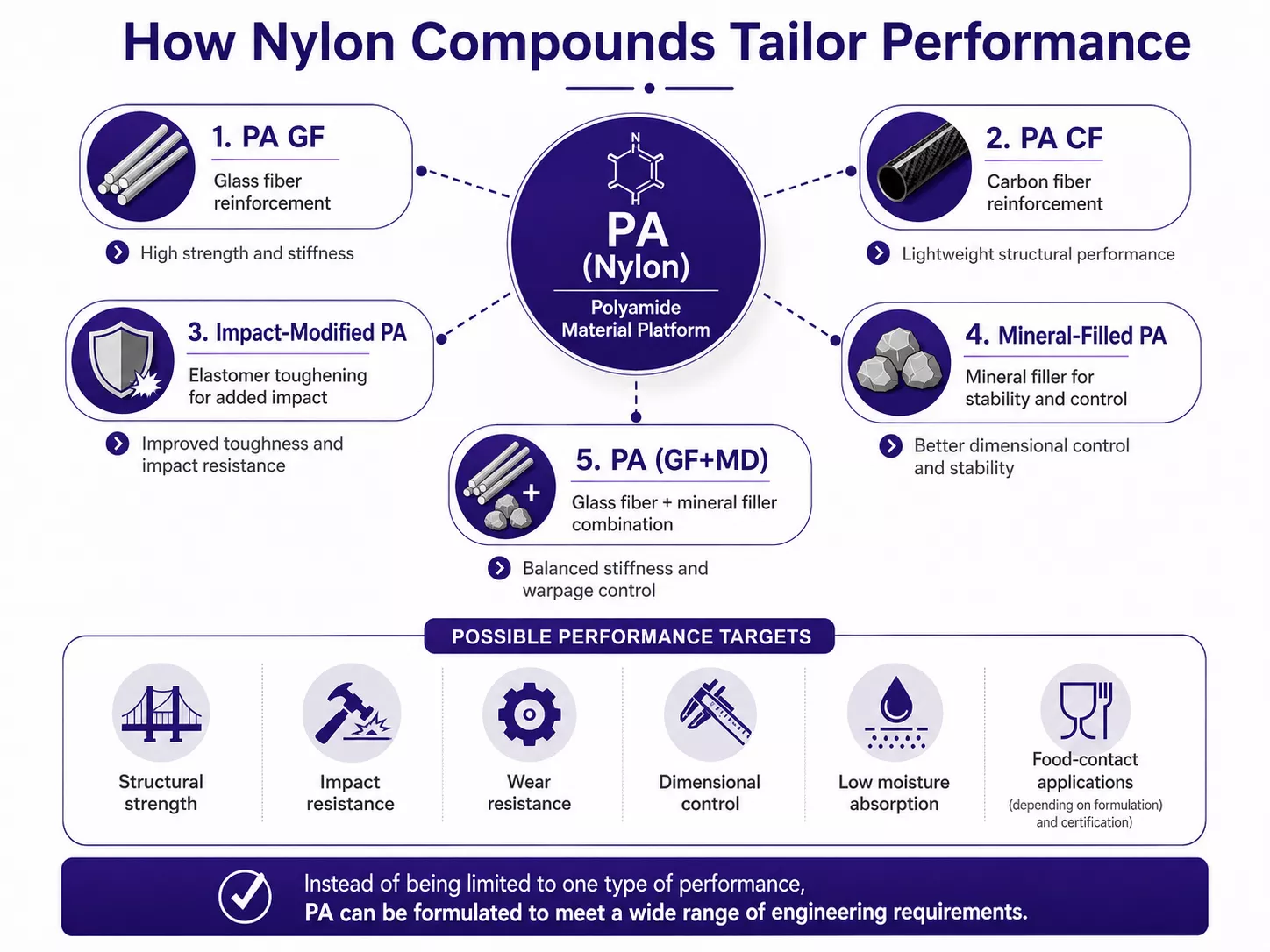
In addition to selecting different nylon types, manufacturers can further tailor performance through reinforcement and additives, including PA GF, PA CF, impact-modified PA, mineral-filled PA, and PA GF + mineral filler systems.
Instead of being limited to one type of performance, PA can be modified for structural strength, impact resistance, wear resistance, dimensional control, low moisture absorption, or food-contact applications depending on the formulation and certification requirements.
What is PC (Polycarbonate)?
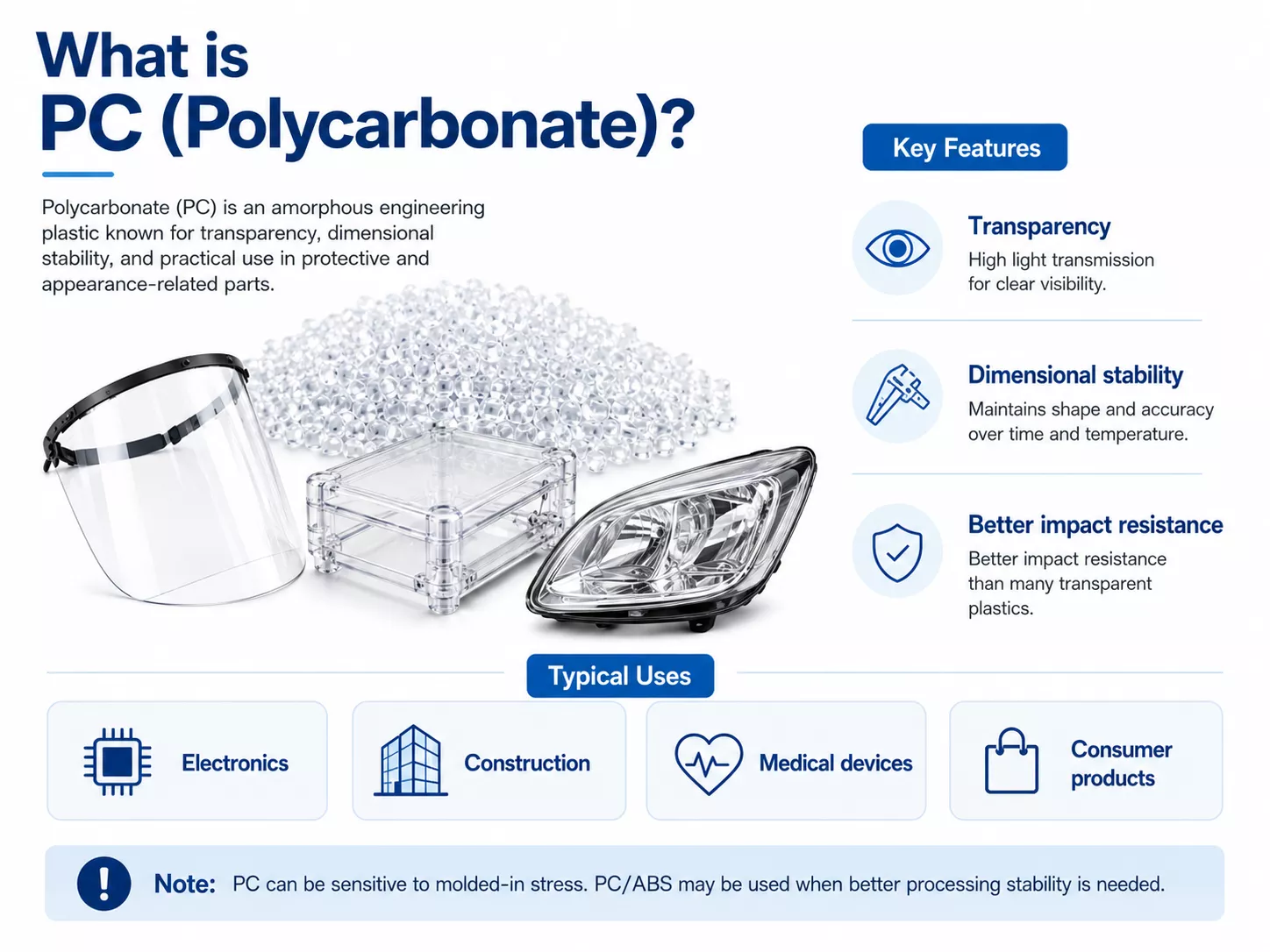
Polycarbonate (PC) is a high-performance amorphous engineering plastic best known for its exceptional impact resistance, transparency, and dimensional stability. Unlike many engineering plastics, PC combines toughness with optical clarity, making it suitable for applications where both visibility and durability are required.
Originally developed for safety-critical and transparent components, PC is now widely used across industries such as electronics, transportation, construction, medical devices, and consumer products.
PC is commonly used in transparent protective parts because it offers better impact resistance than many other transparent plastics. This makes it suitable for safety shields, protective covers, machine guards, transparent housings, and lenses where visibility is required.
However, PC is not free from cracking risk. Its actual impact performance depends heavily on part thickness, molded-in stress, corner design, gate design, assembly stress, and exposure conditions. If the part has high residual stress or sharp stress concentration points, PC may still crack under sudden impact or long-term use.
For applications that require better processing stability and stress-crack resistance, PC is often blended with ABS to form PC/ABS. To further enhance performance, PC can also be modified with glass fiber reinforcement, flame retardants, UV stabilizers, and other additives to meet specific application requirements.
Basic Material Properties: PA vs PC
When comparing PA (Polyamide) and PC (Polycarbonate), it is important to first understand their baseline material properties. These values provide a general reference, but actual performance may vary depending on formulation, such as glass fiber reinforcement, impact modification, lubrication, flame retardants, or polymer blending.
Another important difference is their morphology. PA is semi-crystalline, which contributes to its excellent wear resistance, chemical resistance, fatigue performance, and structural capability. PC is amorphous, which gives it transparency, good dimensional stability, and high impact resistance, but also makes it more sensitive to certain chemicals and stress-cracking conditions.
Comparison of PA & PC Typical Properties
| Property | PA (Typical Grades) | PC (Polycarbonate) | Better Choice* | Key Insight |
|---|---|---|---|---|
| Material Structure | Semi-crystalline | Amorphous | Depends on application | PA is often preferred for structural, wear, and chemical-resistance applications, while PC is preferred for transparent and impact-safety applications. |
| Density | PA6: 1.13–1.14 PA66: 1.14–1.15 PA12: 1.01–1.03 |
1.20–1.22 | PA | All common nylon grades are lighter than PC. |
| Tensile Strength (MPa) | PA6: 65–80 PA66: 75–90 PA12: 45–55 |
60–70 | PA66 | PA66 generally provides the highest strength. |
| Flexural Modulus (MPa) | PA6: 2,200–3,000 PA66: 2,500–3,200 PA12: 1,200–1,700 |
2,300–2,600 | PA66 | PA66 offers the highest stiffness. |
| Elongation at Break (%) | PA6: 40–80 PA66: 20–60 PA12: 150–300 |
80–120 | PA12 | PA12 is the most ductile nylon grade. |
| Notched Izod Impact (kJ/m²) | PA6: 5–10 PA66: 6–12 PA12: 10–20 |
60–90 | PC | PC provides significantly higher impact resistance. |
| Heat Deflection Temperature (°C)** | PA6: 160–190 PA66: 180–220 PA12: 140–180 |
130–140 | PA66 | Reinforced nylon grades generally offer higher heat resistance. |
| Water Absorption (24h) | PA6: 1.5–2.5% PA66: 1.0–2.0% PA12: 0.2–0.5% |
<0.3% | PC / PA12 | PA12 approaches the moisture stability of PC. |
| Dimensional Stability | PA6: Fair PA66: Good PA12: Very Good |
Excellent | PC > PA12 > PA66 > PA6 | PC offers the highest dimensional stability overall, while PA12 provides excellent dimensional consistency among nylon grades due to its very low moisture absorption. |
| Wear Resistance | Excellent | Moderate | PA | Nylon is widely preferred for wear applications. |
| Transparency | PA6: Opaque PA66: Opaque PA12: Opaque / translucent in some grades |
Transparent | PC | PC is one of the few transparent engineering plastics. |
| Relative Material Cost | PA6: Low PA66: Medium PA12: Very High |
High | PA6 | PA6 offers the best cost-performance balance. |
* Better Choice indicates the typical advantage for that specific property. Actual material selection depends on application requirements.
** Typical engineering-grade values. Actual performance varies by formulation and reinforcement level.
When to Choose PA vs PC
Although PA and PC are both engineering plastics, they are typically selected for different design priorities.
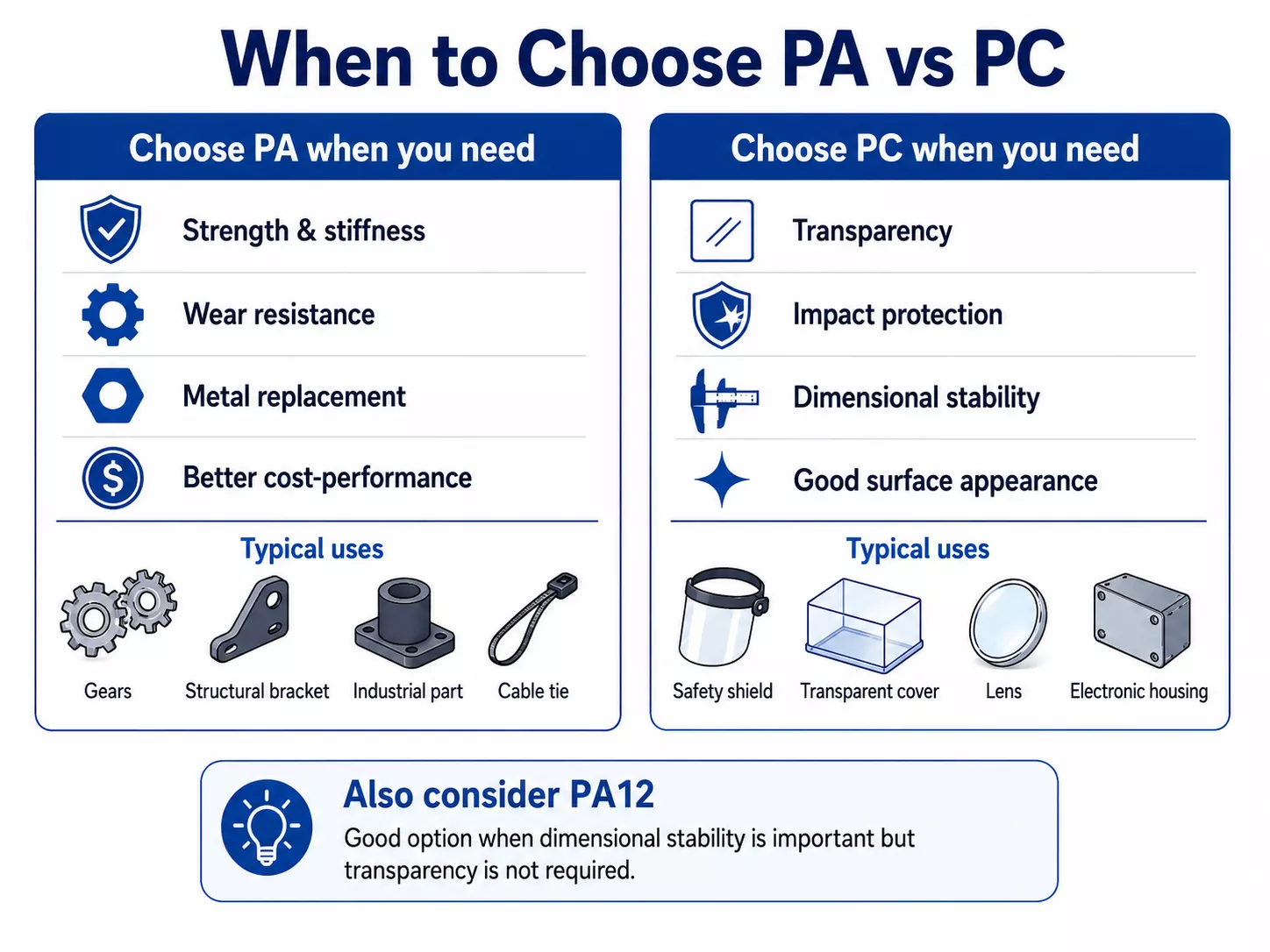
Choose PA when the application requires:
- High structural strength
- High stiffness
- Wear resistance
- Metal replacement capability
- Better chemical resistance
- Better cost-performance ratio
- More formulation flexibility
- Food-contact potential, depending on certified grade
Common applications include automotive brackets, gears, industrial components, mechanical parts, load-bearing housings, conveyor components, cable ties, power tool parts, and food-contact mechanical components.
Choose PC when the application requires:
- High impact resistance
- Transparency
- Dimensional stability
- Low moisture sensitivity
- Good surface appearance
- Protective or safety function
Common applications include safety shields, machine guards, transparent covers, lenses, optical housings, and electronic housings.
In some cases, engineers may also consider low-moisture nylon such as PA12 when dimensional stability is important but the application does not require transparency.
Typical Applications of PA & PC
| PA Applications | PC Applications |
|---|---|
| Automotive structural components | Transparent covers and lenses |
| Mechanical parts and gears | Safety shields and machine guards |
| Metal replacement components | Optical housings |
| Industrial brackets and housings | Electronic enclosures |
| Wear-resistant moving parts | Protective covers |
| Food-contact mechanical parts, depending on certified grade | Transparent safety components |
Case Study: Automotive Lighting
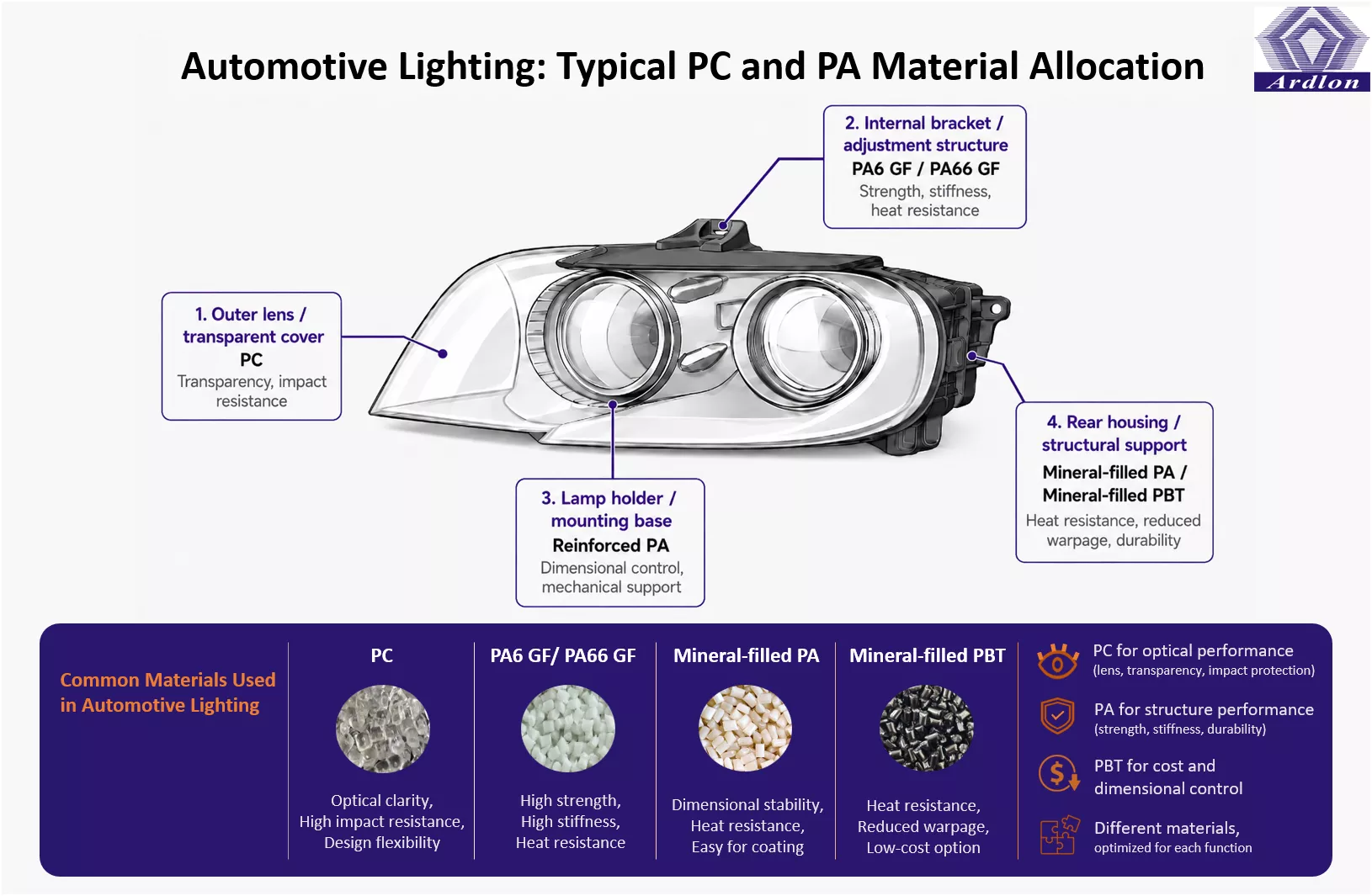
Automotive lighting is a good example of how PA and PC are not simply competing materials. In one headlamp system, both materials may be used, but for very different purposes.
For the outer lens or transparent cover, PC is commonly selected because it provides excellent optical clarity, high impact resistance, and design freedom. The lens needs to protect the internal lighting system while allowing light to pass through clearly. This is where PC performs particularly well, especially compared with opaque engineering plastics.
For the lamp holder, mounting structure, brackets, or rear housing components, PA is often a more suitable choice. These parts do not require transparency. Instead, they need structural strength, heat resistance, dimensional control, and long-term durability.
Glass fiber reinforced PA or mineral-reinforced PA, and in some cases mineral-filled PBT, can help improve stiffness, reduce warpage, and support the mechanical structure of the lighting system. Mineral-filled PBT is often considered a more cost-effective option compared with mineral-filled PA.
To better understand material selection for lighting applications, see our guide on car headlight housing materials.
The table below shows how PC and PA-based materials are typically allocated within an automotive lighting system:
| Component | Common Material Choice | Reason |
|---|---|---|
| Outer lens / transparent cover | PC | Transparency, impact resistance, design flexibility |
| Internal bracket / adjustment structure | PA6 GF / PA66 GF | Strength, stiffness, heat resistance |
| Lamp holder / mounting base | Reinforced PA | Dimensional control, mechanical support |
| Rear housing or structural support | Mineral-filled PA or PBT / GF reinforced PA | Heat resistance, reduced warpage, durability |
From Base Materials to Engineering Materials
While the comparison above focuses on unfilled PA and PC, it is important to note that both materials are often reinforced in real-world applications.
Glass fiber reinforcement is one of the most common approaches used to improve mechanical strength, stiffness, thermal performance, and dimensional stability.
Because of this, many engineering decisions are not based on base polymers alone, but on reinforced systems such as PA66 GF30 or PC GF30.
However, the way PA and PC are modified is often different. PA is commonly treated as a broad engineering material platform. It can be reinforced with glass fiber, toughened with impact modifiers, lubricated for wear applications, or formulated for low moisture absorption. This allows nylon compounds to be used in a very wide range of structural and functional applications.



PC, on the other hand, is often selected because the base resin itself already provides transparency and high impact resistance. When additional toughness, better processing, or lower molded-in stress is required, PC is often blended with ABS to form PC/ABS. This helps improve processability, toughness, and stress-crack resistance, especially for housings and appearance parts.
To better reflect actual application conditions, the comparison below evaluates both materials at the same reinforcement level.
Advanced Comparison: PA66 GF30 vs PC GF30
To ensure a fair comparison, both materials are evaluated at 30% glass fiber reinforcement, which is commonly used in structural applications.
Performance Comparison: PA66 GF30 vs PC GF30
| Property | PA66 GF30 | PC GF30 | Key Insight |
|---|---|---|---|
| Density | 1.35–1.40 g/cm³ | 1.35–1.42 g/cm³ | Very similar |
| Tensile Strength | 170–200 MPa | 90–120 MPa | PA66 GF30 is significantly stronger. |
| Flexural Modulus | 9,000–12,000 MPa | 6,000–9,000 MPa | PA66 is stiffer. |
| Notched Izod Impact | 8–15 kJ/m² (consider impact-modified PA6 if impact is critical) |
20–40 kJ/m² | PC has better toughness. |
| Heat Deflection Temperature (HDT, 1.8 MPa) | 240–260°C | 130–145°C | PA66 performs far better at high temperature. |
| Water Absorption (24h) | 0.8–1.5% | <0.2% | PC is more moisture stable. |
| Creep Resistance | Very good / low creep | Moderate | PA66 is better for long-term load. |
| Thermal Expansion (CLTE) | 2–4 ×10⁻⁵ /°C | 5–7 ×10⁻⁵ /°C | PA66 is more dimensionally stable under heat. |
| Surface Finish | Moderate / fiber may be visible | Better / smoother | PC generally provides better aesthetics. |
| Transparency | Opaque | Opaque | Glass fiber reinforcement eliminates transparency. |
How to Choose Between PA and PC
Instead of asking which material is better, consider the actual function, design condition, and working environment of the part.
Do you need transparency?
Yes → PC
No → PA may offer more structural and formulation flexibility.
Is the part load-bearing?
Yes → PA, especially glass fiber reinforced systems such as PA66 GF materials for structural applications.
No → PC may be sufficient.
Is the part mainly a protective transparent cover?
Yes → PC
No → PA may be more suitable for functional engineering parts.
Is the part exposed to stress, sharp corners, or snap-fit assembly?
Yes → Carefully evaluate PC stress-cracking risk, or consider PC/ABS if toughness and processing stability are required.
No → PC may perform well as a single material.
Is the environment humid?
Yes → PC or low-moisture nylon such as PA12 materials, low-moisture nylon GF50, or low-moisture nylon GF60.
No → PA6 or PA66 may be suitable.
Is wear resistance or heat deflection temperature important?
Yes → PA
No → PC may be suitable.
Is food-contact compliance required?
Check the specific certified grade. PA is commonly used in many food-contact engineering applications, but compliance must always be confirmed by the exact material grade and required regulation.
Why Nylon Compounds Offer More Design Flexibility
Modern nylon is not a single material — it is a platform.
With proper formulation, nylon can be engineered to:
- Improve impact resistance
- Enhance dimensional stability
- Reduce moisture sensitivity
- Increase stiffness and strength
- Improve wear resistance
- Support certified food-contact applications, depending on grade
This is why PA often covers a wider range of engineering applications than PC. PC is highly valuable when transparency, impact safety, and dimensional stability are the main priorities. PA, however, can be developed into many different compound systems for structural, mechanical, wear-resistant, heat-resistant, and metal replacement applications.
You can further explore this by understanding nylon compounds, additives, and customization strategies.
Key Takeaways: PA vs PC Material Selection
- PA and PC solve different engineering problems rather than simply competing as alternatives.
- PA is semi-crystalline and is typically preferred for structural strength, stiffness, wear resistance, heat resistance, and formulation flexibility.
- PC is amorphous and is typically preferred for transparency, impact safety, surface appearance, and dimensional stability.
- For transparent protective parts, PC is usually the better choice.
- For load-bearing, heat-resistant, wear-resistant, or metal replacement components, reinforced PA is often more suitable.
- Low-moisture nylon such as PA12, low-moisture nylon GF50, or low-moisture nylon GF60 may be considered when dimensional stability is required but transparency is not needed.
- Actual material selection should consider part design, stress concentration, processing conditions, working environment, and required certification.
Conclusion: PA and PC Solve Different Engineering Problems
PA and PC solve different engineering problems.
PA is typically selected for structure, strength, wear resistance, formulation flexibility, and broad engineering applications. PC is typically selected for impact safety, transparency, dimensional stability, and protective components.
In real-world material selection, the best solution often comes from understanding the part design, working environment, and required performance. PA, as a semi-crystalline material platform, can be modified into many different engineering compounds. PC, as an amorphous transparent material, is often selected when optical clarity and high impact resistance are the main priorities.
For engineers, the better question is not simply “Is PA better than PC?” but “Which material structure and formulation better match the actual working condition?”
Need Help Choosing Between PA and PC?
Choosing between PA and PC is not only about comparing material data. The right choice depends on the part design, working temperature, load conditions, transparency requirements, dimensional stability, and long-term durability needs.
At All Around Polymer (All Aroun Compounding), we help manufacturers develop customized nylon compounds for structural, wear-resistant, impact-modified, low-moisture, and metal replacement applications.
If you are evaluating PA, PC, PC/ABS, or reinforced nylon materials for your application, our team can help review your requirements and recommend a suitable material solution.
Feel free to contact us to discuss your application or request a material consultation for your next engineering plastics project.
